
Pure Energy Minerals Reports High Lithium Recoveries From Successful Mini-Pilot Testing Campaign
VANCOUVER, British Columbia, Dec. 13, 2016 (GLOBE NEWSWIRE) — Pure Energy Minerals Limited (TSX-V:PE) (FRANKFURT:A111EG) (OTCQB: PEMIF) (the “Company” or “Pure Energy”) is very pleased to announce the initial results from Pure Energy’s recently completed innovative mini-pilot test work. The mini-pilot campaign was successful on all counts and demonstrated efficient recovery of at least 85% of the lithium from the tested brine. The mini pilot trial also produced battery-grade lithium hydroxide monohydrate. The Company sees this milestone as an important proof-of-concept for modern, efficient and environmentally sustainable lithium brine processing techniques without the use of evaporation ponds. The newly developed flowsheet will be a foundation of Pure Energy’s forthcoming Preliminary Economic Assessment (PEA), and it will constitute a key building block for a larger scale continuous pilot plant. A summary of the main findings is shown below, and greater detail will be provided in the forthcoming PEA.
Summary of Testing Performed and Results
The testing work performed by Pure Energy and its technology providers Tenova Bateman Technologies (TBT) and SGS Canada evaluated a four-stage process:
- Pre-Treatment ⟹removal of divalent ions including alkaline earth elements by membranes (LiP™) and chemical precipitation;
- Solvent Extraction (LiSX™) ⟹ preferential extraction and concentration of lithium from the pre-treated brine to make a high purity lithium sulphate solution;
- Electrolysis (LiEL™) ⟹ conversion of high-purity lithium sulphate solution into high purity lithium hydroxide solution; and,
- Crystallization ⟹ evaporation, crystallization and centrifuge separation of battery-grade lithium hydroxide crystals.
Important Findings from Mini Pilot Plant Test
One of the most important work products of the mini pilot plant is a preliminary process flowsheet, a simplified version of which is shown below as Figure 1. The test work also supports several key performance indicators that warrant continued development and scale-up of the TBT Process for commercial scale lithium production at the Clayton Valley South Project (“CVS Project”):
- Achieved overall lithium recovery of >85% from the tested brine;
- Successfully removed the major interfering elements from the solvent extraction (SX) feed brine: calcium (Ca), magnesium (Mg), and strontium (Sr);
- Achieved near 100% extraction of lithium by LiSX™;
- Achieved high lithium concentration factors, approximately 38x, during the LiSX™ stage;
- Crystallized battery-grade lithium hydroxide monohydrate with a high quality distribution of grain size and morphology; and
- Identified several areas in the process that are ripe for improvement and optimization of costs and efficiencies in a future scaled-up operation.
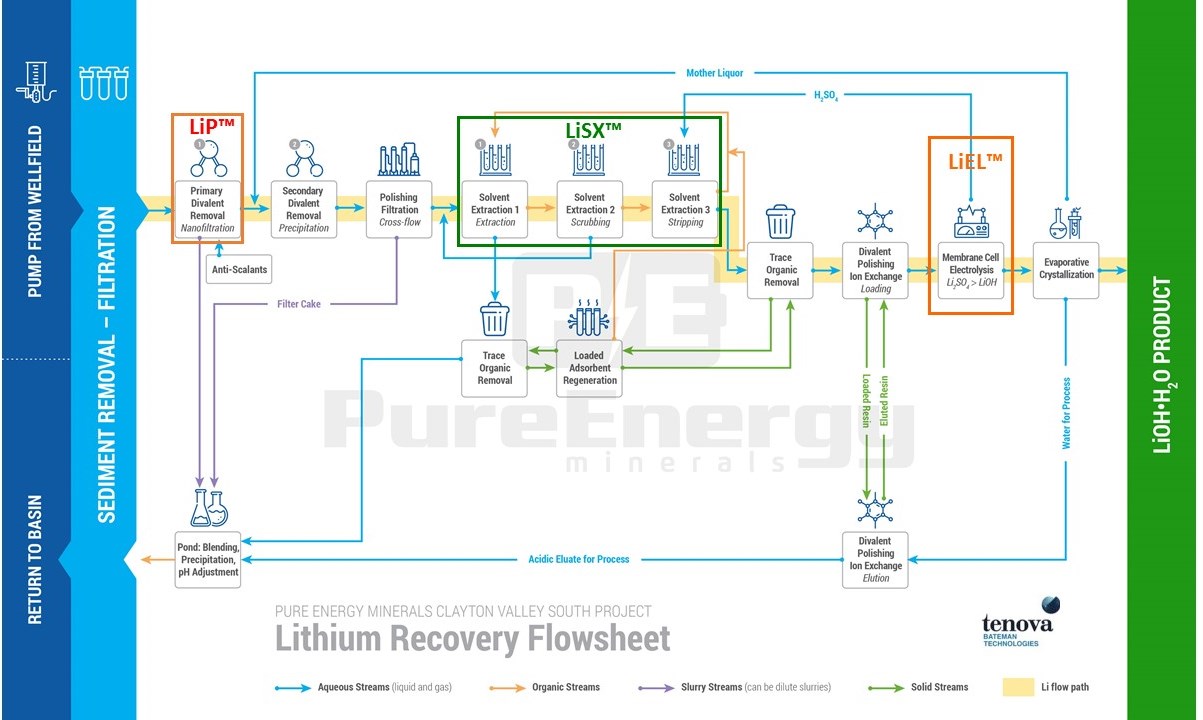
Figure 1 – Schematic Summary of Preliminary Flowsheet for Treatment of CVS Lithium Brine
Patrick Highsmith, Pure Energy Minerals CEO commented, “The TBT and Pure Energy technical team has done some extraordinary work in this mini-pilot plant. Not only is this a proof-of-concept for the use of TBT’s new technology in lithium production, but the team collaborated and optimized the process on-the-fly. The flowsheet you see here is a significant improvement upon our projections from the bench scale tests, and we believe there is a great opportunity for economic application of this technology to commercial scale production. The preliminary estimates of lithium recovery by our process are at least a 70% improvement over the typical 50% recovery experienced by traditional evaporation. The current resource drilling that is underway at the CVS Project and the subsequent update to our mineral resource are the last precursor steps to our PEA. We look forward to more fully describing the project and its economics during Q1 of 2017.”
Pre-Treatment
The pre-treatment of the CVS brine to remove key interferents (particularly Ca and Mg) is a prerequisite if selective solvent extraction of lithium is to be used. The CVS lithium brine is an ideal candidate for the direct use of modern membrane technology as it has relatively low concentrations of Ca and Mg (compared to other brine deposits globally), and is not saturated with other solutes that may cause problems with membranes (e.g. gypsum). In order to test the use of membranes for pre-treating the brine ahead of solvent extraction, TBT tested a synthetic brine with the same composition as brine recovered during bulk sampling from exploration well CV-1 (from the CVS Project). They tested an array of commercially available membranes from several suppliers to determine whether the main interferents (Ca, Mg and Sr) could be effectively reduced to acceptable levels. The first part of the test work consisted of screening 8 different membranes in a flat-sheet configuration at an operating pressure of 60 bar, and evaluating how the various membranes transmitted lithium whilst rejecting alkaline earth elements. Following completion of the flat-sheet testing, TBT selected a single membrane based on its superior relative performance and proceeded with testing it in a spiral-wound module test rig, again at 60 bar.
The recently completed test work demonstrated that even in a relatively simple, ‘single-pass’ arrangement (i.e. brine being passed once through a single set of membranes), approximately 85-90% of the lithium is recovered, while at the same time, approximately 91% of Mg, 90% of Ca and >99% of Sr are rejected. These data are extremely encouraging and validate the use of modern membrane technology to pre-treat CVS brines. Additional test work is ongoing to further refine and optimize the use of membranes prior to continuous testing in a full pilot plant configuration, including evaluation of variable pressure across the membranes and the use of anti-scalants in the process. The next stages of work are being completed by TBT and their partner, GE Water & Process Technologies.
In a parallel phase of pre-treatment test work (performed by SGS Canada), the lab treated CVS brine (actual raw brine sample from CV-1) with additions of caustic soda (NaOH) and soda-ash (Na2CO3) to determine whether direct chemical precipitation could be used to remove divalent contaminants. This work successfully demonstrated that >99% of Ca, Mg and Sr could be removed through careful pH control with negligible loss of lithium through co-precipitation. Subsequent work was completed using a High Density Sludge (HDS) circuit that allowed semi-continuous operation over 3 ½ days to investigate whether the solids produced by the direct chemical precipitation could be aggregated and thickened (using a flocculant), and then removed from the brine flow. This phase of work also showed excellent results, and resulted in a steady-state process that produced brines with Ca levels reduced to 2 mg/L, and Mg and Sr both <1 mg/L, also confirming very low lithium losses. While it is unlikely that direct chemical precipitation would be used in isolation to remove divalent impurities from the CVS brine (owing to relatively high reagent costs), it is likely that some form of this unit operation will be used after the membrane step to polish the permeate and raise its pH to target levels prior to feeding the lithium solvent extraction circuit.
Solvent Extraction
The primary aim of the solvent extraction (LiSX™) part of the process, which forms the core of TBT’s and Pure Energy’s modern approach to the CVS brines, is to selectively extract lithium from the pre-treated brine and at the same time, effectively concentrate the lithium into the high purity stream exiting the SX stage. This solvent extraction step is composed of three parts: (1) introduction of the pre-treated brine to fresh barren solvent; (2) scrubbing the loaded solvent with a weak acid solution to clean the solvent of any low concentrations of co-extracted cations; and (3) stripping the lithium from the clean, purified solvent to produce a high purity lithium sulphate solution and generate a clean unloaded solvent that can be recycled back to the start of the SX loop.
All of the SX test work was completed by TBT at their test facility in Katzrin, Israel, and was performed in a mixture of 40 mm and 100 mm diameter, 7 m tall Bateman Pulsed Columns. The initial work looked at optimizing the extraction of Li into TBT’s proprietary solvent by adjusting the pH of the brine entering the column, and adjusting the ratio of solvent to brine contact in the pulsed column. The tests demonstrated that optimal mass transfer of lithium from brine into solvent was achieved by adding 1.35 g/L of NaOH (on dry basis) to the input brine, and with the extraction column working in an ‘organic continuous’ mode i.e. discrete droplets of brine pulsing down through a continuous solvent matrix. Operation under these conditions resulted in theoretical maximum extraction of Li into the solvent (Li concentration of 1,750 mg/L in the solvent), plus a raffinate (the ‘waste’ brine) containing Li at concentrations below the available method detection limits (<3 mg/L); hence lithium was concentrated by a factor of 9 during the initial extraction process.
Scrubbing of the loaded solvent was tested using a weak acid solution (0.6% H2SO4) in an ‘aqueous continuous’ mode (discrete droplets of loaded solvent pulsing upwards through a continuous matrix of aqueous scrub solution). The resulting scrubbed solvent contained effectively only lithium, with all other potential contaminants (Na, K, B etc.) present at concentrations below method detection levels (<3 mg/L).
The loaded and scrubbed solvent was stripped of its lithium using sulphuric acid in ‘aqueous continuous’ mode. The acidic strip solution is the spent electrolyte generated during the subsequent electrolytic stage (see below), and therefore requires little or no additional reagents. Following stripping, a lithium sulphate solution is formed with effectively-neutral pH (7.7) and at a concentration close to saturation. At the end of the three-step LiSX™ process, the SX product going into electrolysis had a purity greater than 99.9%, and had concentrated Li by a factor of approximately 38 times. Lithium measured in residual solutions throughout the SX circuit was below detection levels, indicating that Li conservation through this stage approached 100%.
Electrolysis
The electrolysis stage (LiEL™)of the process is designed to convert a high purity lithium sulphate solution into a high purity lithium hydroxide solution. The reason for doing this is partly based on Pure Energy’s strategic view on demand vs. supply dynamics for lithium hydroxide monohydrate in the coming decades, and also on Pure Energy’s conditional supply contract with Tesla, which envisages delivery of battery-grade lithium hydroxide monohydrate to supply the Gigafactory.
The electrolysis testing work was completed by a sub-contractor to TBT, and was performed using TBT’s novel two compartment electrochemical cell process (see Figure 2 below). The first phase of the testing evaluated potential membranes suitable for a mixed sulphate/hydroxide environment, and a very specialized candidate membrane was shown to exhibit superior performance. The selected membrane was formulated to limit hydroxide transport, while still allowing lithium to migrate through it. The second phase of testing looked at optimizing current efficiency in the cell while varying the concentration of lithium hydroxide in the catholyte. The results from this stage of the test revealed that the optimal current efficiency of 80% was reached in the cell with a solution of 3-3.5M lithium hydroxide concentration. Above these concentrations, the current efficiency started to drop to unsatisfactory levels. The team also determined that constant operating temperatures in the cell of approximately 60°C resulted in the best efficiencies (note that the cell was effectively self-heating due to the currents used during electrolysis and the internal resistance). After testing in the cell in batch and continuous modes, TBT found that steady state operation could be readily achieved, producing 3M LiOH solution at the cathode, and the required sulphuric acid solution, suitable for recycling back to act as the stripping agent for the SX phase.
Figure 2 – Conceptual Diagram of Electrochemical Cell Used during Testing
An intermediate purification step between the SX stripping and the electrolysis was also contemplated during the mini-pilot testing work. The team recognized that ion exchange (IX) may be required to remove any divalent and monovalent cations that are collected and concentrated by the solvent exchange process. While the concentrations of these contaminants are not expected to be high, appropriate test work has been performed in a dedicated testing facility in Plainfield, IL, to evaluate IX as a means of purifying the SX strip solution should it be required. To test the feasibility of this interim step, a synthetic solution was prepared and several types of resins were evaluated. The results demonstrated that the effluent from the SX step, treated with a specific IX resin, meets or exceeds the purity specifications for the electrolysis step. These initial performances are promising, and suggest that if the full-scale pilot plant is run with natural brine from the CVS Project, it will be feasible to include an IX step to ensure that the lithium sulphate solution entering the electrochemical cell will be of the highest purity.
Evaporation and Crystallization
The final stage of the process was to concentrate the 3M lithium hydroxide solution produced by the electrolytic step using evaporation until it reached saturation, producing Lithium Hydroxide Monohydrate crystals from the solution. The crystals were separated and washed using a centrifuge process and then dried in an inert atmosphere to avoid carbonation. This test work was performed by a sub-contractor to TBT at a dedicated testing facility in Plainfield, IL. The crystallization test work commenced with a synthetic lithium hydroxide solution having an inferior composition to that produced by the electrolysis test work. The work was conducted at bench scale, and high quality Lithium Hydroxide Monohydrate, complying with battery-grade criteria (crystal shape, particle size and purity) was produced.
Total Lithium Recovery
The process is designed such that the potential for significant lithium loss from the system is limited to the first half of the circuit. The likely areas for any potential minor lithium losses are: in the pre-treatment stage, where a portion of the brine is rejected by membranes for discharge back to the basin, or by entrainment with calcium carbonate and magnesium hydroxide during the polishing step. The process is designed to capture most streams for recycling back into the process. After the first stage of SX extraction, all bleeds and washes of solutions from the process are looped back into the process at various points, and hence, will not result in any lithium loss from the system. Test work completed during this mini-pilot program has demonstrated that the only real loss of lithium from the process is caused by the efficiency of the membrane at the pre-treatment stage (LiP™). As such, the flowsheet described above can be expected to recover 85-90% of the lithium from the raw feed brine. It is possible that recovery can be improved and such possibility will be investigated during operation of a full pilot plant. Notwithstanding possible future increases in efficiency, recovery of 85-90% of the lithium is extremely encouraging given oft-quoted industry figures of maximum 40-60% efficiency at all lithium brine plants operating today.
Dr. Ron Molnar, Professional Metallurgical Engineer (Ontario P.E.# 100111288), is a qualified person as defined by NI 43-101, and has reviewed and approved the scientific and technical information that forms the basis for this news release. Dr. Molnar is independent of the Company.
About Pure Energy Minerals Ltd.
Pure Energy is a lithium resource developer that is driven to become a low-cost supplier for the burgeoning lithium battery industry. While the Company is currently focused on the development of the CVS Lithium Brine Project and the adjoining Glory Lithium Clay Project in Clayton Valley, Nevada, it is actively evaluating new lithium targets in North and South America.
Pure Energy has developed core strengths in innovative development and processing technologies for lithium brines and lithium mineral deposits. The Company’s key attributes and activities include:
- Generating positive results on a large land position with excellent infrastructure in a first-class mining jurisdiction: approx. 11,000 acres in four main claim groups in Clayton Valley, Esmeralda County, Nevada;
- The only lithium brine resource in North America except for its neighbor, which is the only producing lithium operation in the United States (Albemarle’s Silver Peak lithium brine mine);
- An inferred mineral resource containing approximately 816,000 metric tonnes of Lithium Carbonate Equivalent (LCE) at an average grade of approximately 102 mg/L lithium, reported in accordance with NI 43-101 (see July 2015 Inferred Resource Report);
- An advanced program of testing the efficacy and economics of modern environmentally-responsible processing technologies to convert the CVS brines into high purity lithium products for new energy storage uses; and,
- An active business development program, applying its expertise to the evaluation of new lithium targets around the world.
On behalf of the Board of Directors,
“Patrick Highsmith”
Chief Executive Officer
Forward Looking Statements: The information in this news release contains forward looking statements that are subject to a number of known and unknown risks, uncertainties and other factors that may cause actual results to differ materially from those anticipated in our forward looking statements. Factors that could cause such differences include: changes in world commodity markets, equity markets, costs and supply of materials relevant to the mining industry, change in government and changes to regulations affecting the mining industry. Forward-looking statements in this release may include statements regarding mineral processing, adaptation of test work to larger scale and/or future operational scales, estimates of reduced future capital and operating expenses, delivery of a preliminary economic assessment, future exploration programs, operation plans, geological interpretations, and mineral tenure issues. Although we believe the expectations reflected in our forward looking statements are reasonable, results may vary, and we cannot guarantee future results, levels of activity, performance or achievements.
Neither TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
